 切りくず、なに色?
切りくず、なに色?
知っているとちょっと役立つ切削工具の知識をお届けする【イゲタの部屋】!
今月は 切りくずの色 についてご紹介します。
切りくずの形状を見て、加工がうまくいっているかを判断されている方は多いと思います。
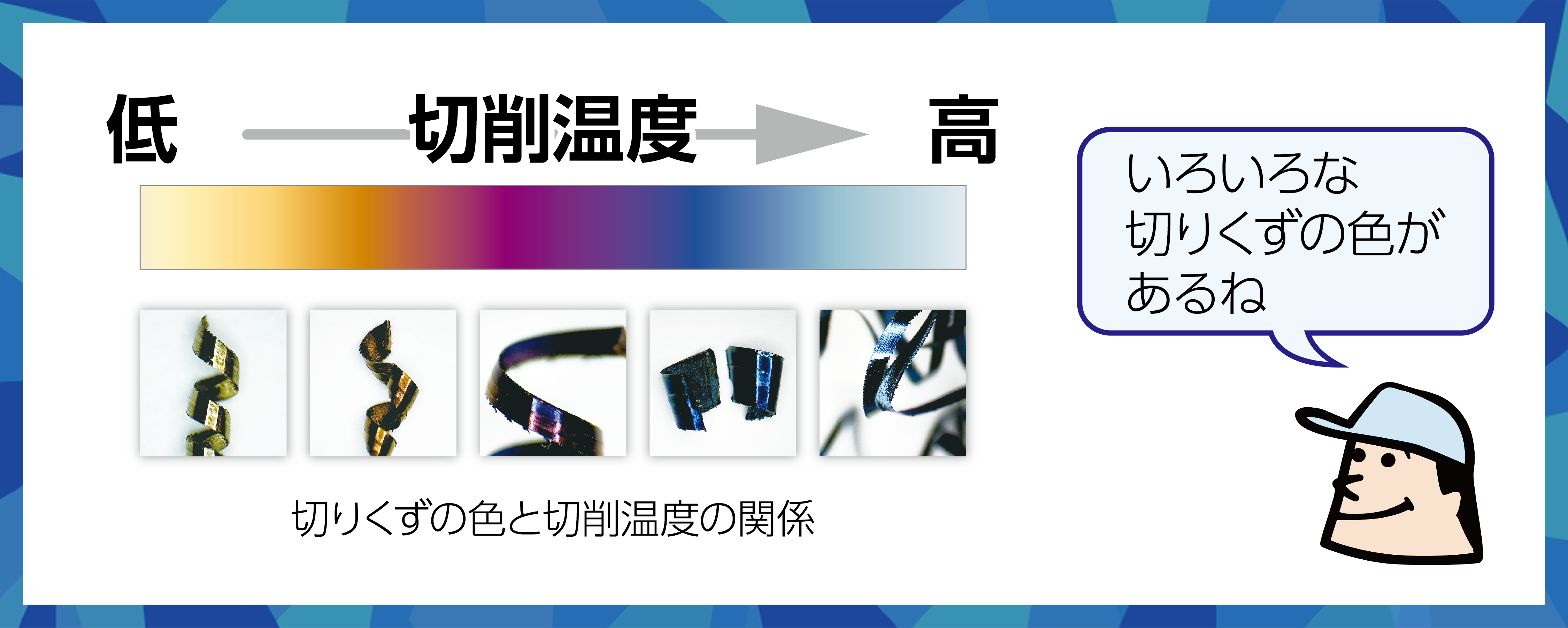
一方で、切りくずの「色」からも加工の状態を知ることができます。
切りくずの色は切削加工で発生した熱によって上昇した加工点の温度(=切削温度)に関係しているのですが、
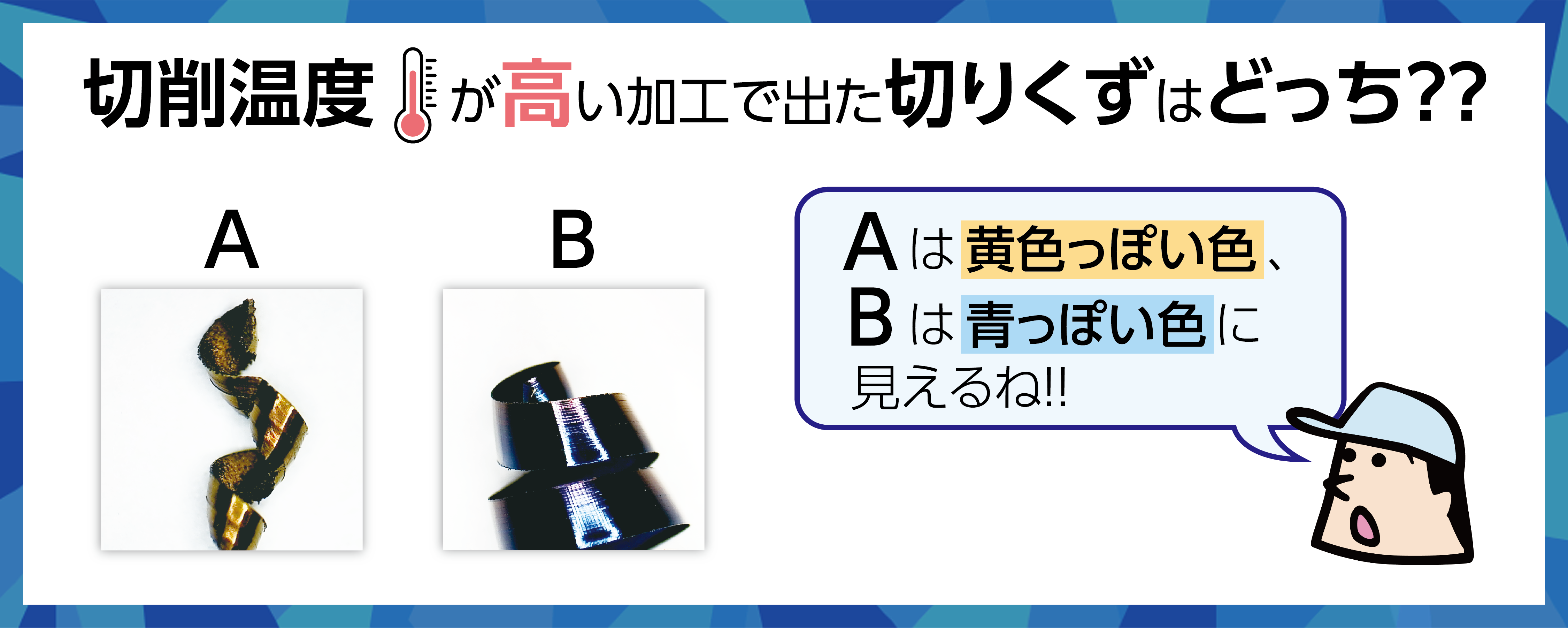
図のAとBでは、どちらが切削温度が高い加工で排出された切りくずでしょうか?
正解は、B が切削温度が高い加工の切りくずです。
切削加工においては被削材の塑性変形や、工具と切りくずの摩擦などにより切削熱といわれる熱が発生し、その温度は約700~1,100℃に達します。一般的に、切削熱は10%が工具、10%が被削材、残りの80%が切りくずに吸収されます。(ただし被削材や工具の材質、連続切削か断続切削かなど種々の条件でこの割合は変化します。)
また、被削材である鉄鋼材料が切削加工によって高温に加熱されると、酸化し表面に酸化膜が作られます。切りくずがさまざまな色に見えるのはこの酸化膜によるものです。(「干渉色」や「テンパーカラー」といい、水面に浮いた油や、シャボン玉の表面が虹色に見えるのと同じ現象です)
切削温度が高い場合は酸化膜が厚く、切りくずは青っぽく見えます。逆に、切削温度が低い場合は酸化膜が薄く、黄色っぽく見えます。つまり、「切りくずの色」を見れば切削温度が高いか低いかを推測することができます。
例えば「工具寿命が短い」という課題がある加工において、切りくずが淡い青色であれば、高すぎる切削温度により工具摩耗の進行が早くなっている可能性があるため、切削条件を下げる、ドライ加工であればクーラントをかけるなどの対策ができます。
このように切りくずの色で加工負荷の状況を推測して改善に繋げることができます。
メーカー住友電工様より引用

